專注伺服電機、伺服驅動器研發制造
您身邊的工業自動化專家
 18913354648
18913354648
18913354648

來源: 發布時間:2017-08-18 14:14:01 瀏覽次數:次
滑輪式、雙卷筒式及插套式拉絲機均因為有較多的過線導輪,不能拉拔大規格鋼絲和過硬材料;為解決這一問題,發展了直進式拉絲機。鋼絲在前一卷筒上纏繞幾圈后,直接進入下一拉絲模并纏繞在下一卷筒上,中間不通過任何過線導輪,兩卷筒間鋼絲呈直線狀,穿線簡單,鋼絲在拉拔過程中無扭轉和小半徑彎曲。
直進式拉絲機一般都在6臺以上,每臺機器之間有個平衡桿用于速度平衡調節。如下圖所示:

本系統共有8臺30KW和2臺37KW的變頻器,該工藝要求是將6.5mm的鋼絲或鐵絲拉成1.96mm的鐵絲。在實際操作中,可以通過控制第十臺做主機,第九臺做主機,第七臺做主機......來控制拉出鋼絲的粗細。個個主機之間相互獨立,可以通過觸摸屏選擇主機之間的切換。收卷變頻一般采用力矩變頻控制,也可以選擇收卷當主機。
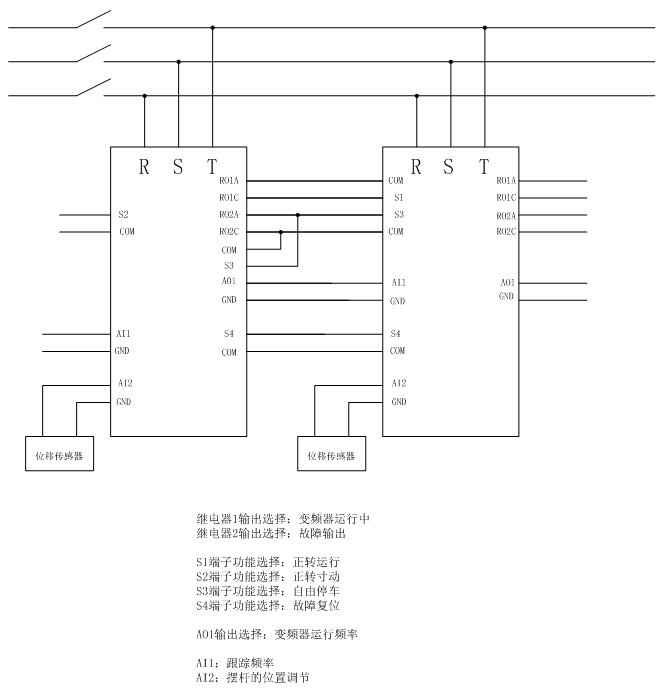
每臺拉絲機之間的電氣連接如下圖所示:
總體效果下圖所示:


Ø P0-01:2,VF控制模式
Ø P0-02:1,端子指令通道(從機)
2,通訊指令通道(主機)
Ø P0-03:0,鍵盤設定(主機)
8,PID控制設定(從機)
Ø P0-04:0,模擬量AI1設定
Ø P0-07:0,頻率來源于P0-03(主機)
2:頻率來源于P0-03 + P0-04(從機)
Ø P0-17:當做主機時加速時間是200S,當做從機時加速時間是2S
Ø P0-18:當做主機時減速時間是200S,當做從機時減速時間是2S
Ø P6-03:啟動開始頻率0.5HZ
Ø P3-01:轉矩提升4.5%~7.0%之間,根據現場的需求
Ø P4-00:S1端子設置為1,正轉運行
Ø P4-01:S2端子設置為2,點動運行
Ø P4-02:S3端子設置為3,自由停車
Ø P4-03:S4端子設置為4,故障復位
Ø P4-16:AI1上限對應設定值,設置為10%
Ø P4-20:AI2上限值,把位移傳感器的zui大值輸進去
Ø P5-02:繼電器1輸出選擇設置為1,變頻器運行中
Ø P5-03:繼電器2輸出選擇設置為2,故障輸出
Ø P5-07:A01輸出選擇設置為0,變頻器運行頻率
Ø P8-00:寸動運行頻率設置為4.5Hz
Ø P8-01:寸動運行加速時間200S
Ø P8-02:寸動運行減速時間2S
Ø PA-00:設置為0,PID的設定源來自PA-01
Ø PA-01:擺桿平衡位置的設定值(0~100%)
Ø PA-02:設置為1,PID的反饋通道為AI2
Ø PA-03:設置為0,正特性。
Ø PA-05:比例增益設置為0.2
Ø PA-06:積分時間設置為2.5S
Ø PA-07:微分時間設置為0S
注意:當位移傳感器是電流信號時,主板J4進行跳線選擇
經過上述的調節,無論是低述,中速,還是高速,MZ510矢量變頻器都非常穩定、可靠地運行在直進式拉絲機系統上。運行過程中各卷筒間張力穩定,當速度穩定時,擺桿位置幾乎不動,當用力敲擊運行拉絲機上的鋼絲上時,后面的擺桿立馬會跟著連鎖反應,動態響應非常快,值得借鑒。
上一篇:中智變頻器在工業離心機上的應用
下一篇:中智變頻器在起重機械上的應用



